Benchmarks & Case Studies
Daily Management in the Food Industry



This project aimed to generate a change in habits and behaviors to sustain improvements. The intention was that by creating routines for the systematic monitoring of teams, analyzing deviations and root causes, and identifying opportunities for improvement, that engaging everyone, every day and in all areas, a culture of daily continuous improvement would be initiated for sustained growth. The process began with the implementation of the Daily KAIZEN™ methodology with the main goal of developing leaders and teams. The project targeted eleven teams in a large food company in Portugal with very positive results verified in the culture and in the main operational indicators.
The company
The group has a market share of 90% in the Portuguese pasta market and has three industrial units dedicated to the production of this range of products, cereals and biscuits.
At the start-up date of the project, the company had completed a strong investment plan in infrastructures, industrial equipment, quality systems and the development of its brands. As a way of ensuring sustainable growth, the need arose to launch a project that would ensure the implementation of a new culture, based on the continuous improvement of processes and operations.
The challenge
This cultural transformation project was based on 3 vectors to ensure a sustained transformation: breakthrough improvement projects with a very specific and time-bound goal, development of the team leaders through the Daily KAIZEN™ program aimed at working every day to eliminate waste, variability and difficulties in the processes and day-to-day work and, finally, improvement of the activities and processes supporting the implementation of a cultural change project. This story focuses on the implementation of the Daily KAIZEN™ model – development of leaders and teams.
In the first stage of the project, it was identified that improvement routines were weak or non-existent in most teams, teams were not held accountable for results or were unaware of their performance, there were no incentive measures for work improvement and employee involvement in strategic projects was limited.
The defined goal was, therefore, the development and implementation of a management model that would allow transforming the operational teams into constant promoters of continuous improvement.
The approach
A global transformation requires the cross-cutting involvement of the entire organization and all teams were involved in the project during the different waves of implementation. The first wave of implementation involved the Operational teams (17 teams and 360 employees).

Teams with Daily KAIZEN™ under Implementation
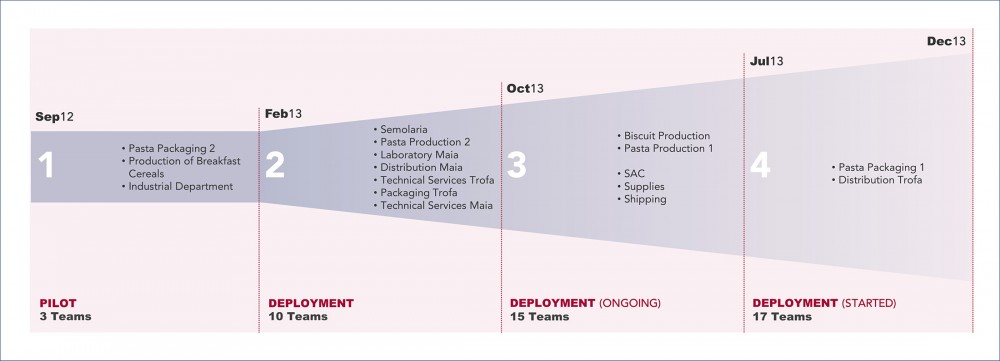
Daily KAIZEN™ implementation waves
The implementation of Daily KAIZEN™ was carried out using a Team Development Program (TDP), with the Industrial Management, Pasta Packaging and Breakfast Cereals production units selected as pilot teams to represent the different hierarchical levels and factories.
Teams Organization
The solution designed for the organization of level three teams includes three stages. In the first stage, when the collaborators start their shift, they check the work plan and the allocation of resources to the different stations in the plant. In the second stage, which takes place thirty minutes after the shift starts, they meet with their supervisors to discuss goals and potential anomalies detected at the workstation. Finally, in a third stage, they share their results with the team and analyze again any anomalies that may have occurred. It should be noted that these Daily KAIZEN™ meetings take place throughout the shifts. These dynamics are supported by team boards that are divided according to the different moments and the agenda of each of the two meetings.
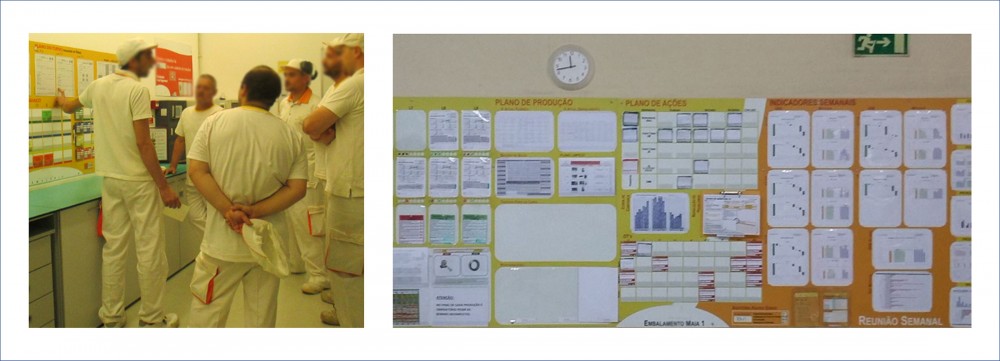
Examples of Level 1 team meetings and boards
A level two meeting routine was also created whose participants are the area manager, the shift managers and a member of the maintenance team. This meeting takes place on a weekly basis and its agenda includes the analysis of consolidated indicators, the analysis of the week’s production plan and the analysis of the action plan or PDCA cycle.

Examples of Level 2 team meetings
In addition to the benefits obtained with the faster resolution of anomalies and a more efficient shift kick-off, the implementation of visual boards and team meetings on levels two and three led to the teams becoming more accountable for their results.
For the Industrial Management, three types of meetings with different scopes and frequencies were defined for the two production centres – operational meeting, planning meeting and strategic meeting.
The operational meeting includes the updating of the action plan, the analysis of indicators and, once a month, the presentation of a 3C (structured problem-solving methodology) by one of the area managers.
The main reasons for the planning meeting are the production plans and some fulfilment and stock indicators. With the implementation of this meeting, the time dedicated to production planning by the leaders was reduced by 35%.
The strategic meeting consists of following up the projects of the industrial area and reviewing the strategy.
Workplace Organization
As a way of creating productive and safe workspaces, 5S campaigns were developed in all areas of the Industrial Management. A multidisciplinary team was set up, made up of managers and collaborators from the department, maintenance and quality.
To ensure consistency, a handbook of best practices and visual rules was created, defining symbols to be used, color coding, identification methods etc.

Examples of 5S best practices

Before and After report in maintenance workshop
Standardization
The standardization process started with the identification of tasks and the prioritization on a matrix. Then, and following the priorities, the standards were passed on to a visual tracking board.

Standardization prioritization
In particular, the visual tracking board of the tasks to be standardized represents a slightly modified version of the SDCA (Standardize, Do, Check, Act) cycle with the difference that it emphasizes more on the training and follow-up processes of the standards. Proper training of workers in the standards created is essential to ensure that the team is as versatile as possible. The follow-up of the standards by the management was also a key step in the process.
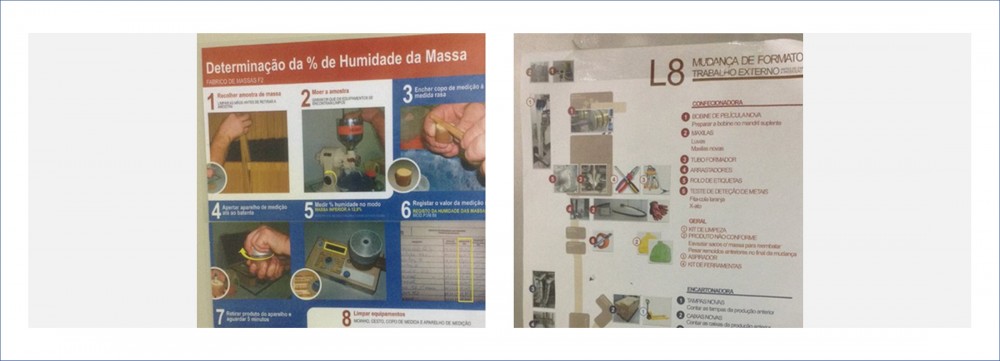
Example of visual standards: OPLs
Another key point was the definition of the location of the standards, favoring their placement near the point of use. However, since this is a food industry, in some cases it was necessary to create consultation stations and kiosks that centralized the standards of one or more stations.

Example of standards at the point of use
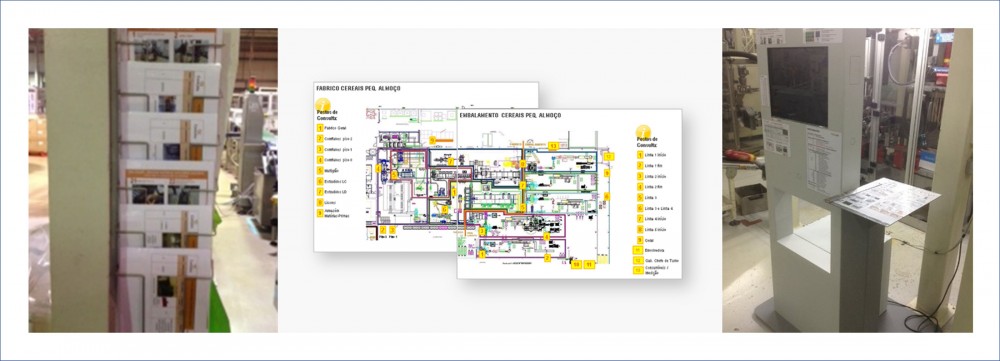
Standards’ consultation stations
Problem-solving
After achieving the basic stability developed in the first three levels, the teams were trained in a structured problem-solving methodology called 3C (case, causes and countermeasures). It created a process to escalate problems that were not solved during the shift or the week through PDCA to feed a funnel of complex problems.
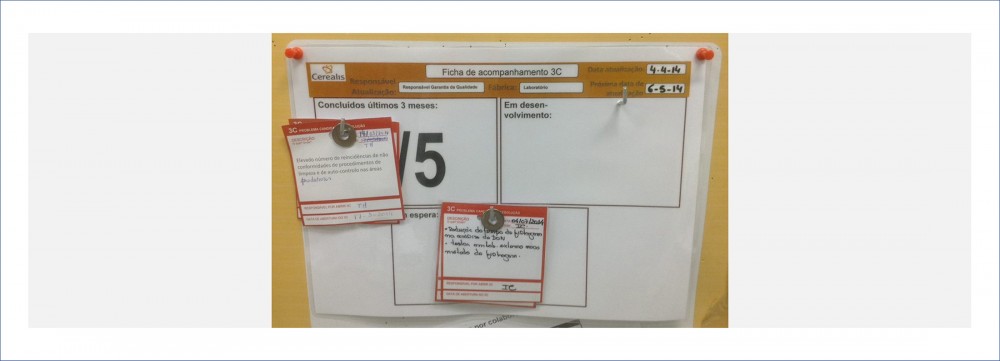
Problem escalation follow-up board
As an example of the 3C methodology application, we depict a particular case that occurred in the pasta packaging, specifically a problem of packages rejected for exceeding the weight specification.
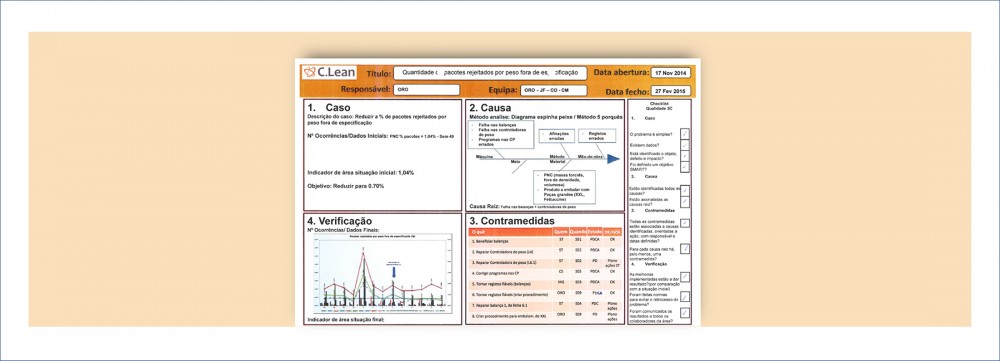
Example of 3C problem solving
As it is a project of significant size, it was necessary to create a series of mechanisms to manage and monitor the implementation process.
As such, the first tool to be created was a mission control room and weekly meetings to follow-up the implementation plan. This was intended to make the leaders aware of the tasks they would have to carry out in order to successfully implement Daily KAIZEN™ and a forum to solve difficulties and clarify doubts.
Another mechanism to follow-up the Daily KAIZEN™ implementation was through audits. A system of quarterly audits was created to assess the quality of the tool implementation, the real benefits of its implementation and the degree of ownership by the team. At the end of each audit, a report was developed with a statistical analysis of the results, a summary of the best practices observed and the action plan for each team.
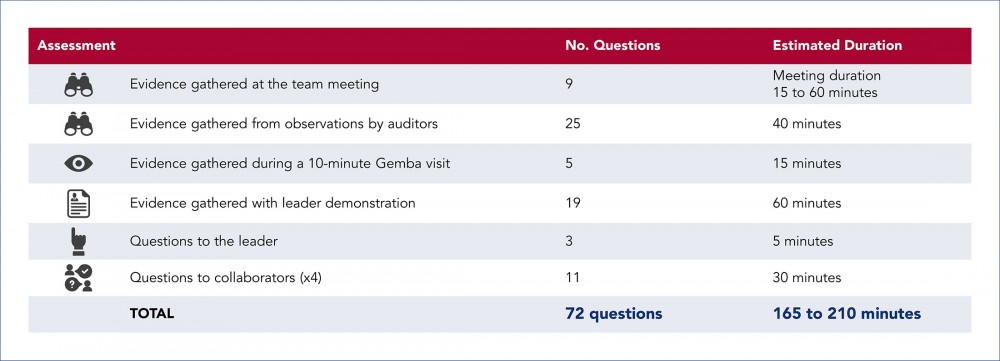
Audit structure
The improvement in the results verified at each audit was remarkable mainly at the level of team culture and the benefits generated by the new routines.
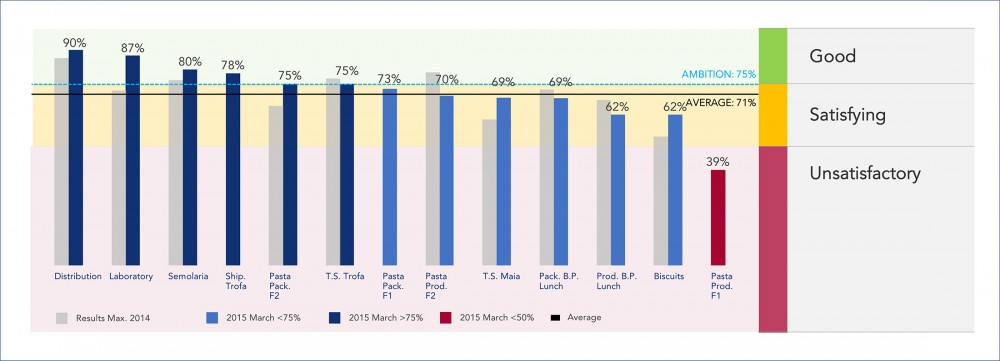
Audit results evolution
Achievements and next steps
With the implementation of continuous improvement routines throughout the Industrial Management structure, there were significant improvements not only in culture but also directly on the KPIs.
Global efficiency measured through OEE (overall equipment effectiveness) has increased by 9%, material waste (by-product) has reduced by 26%, the rate of returns on sales has decreased by 20% and the stock coverage of packaging materials has decreased by 13%.
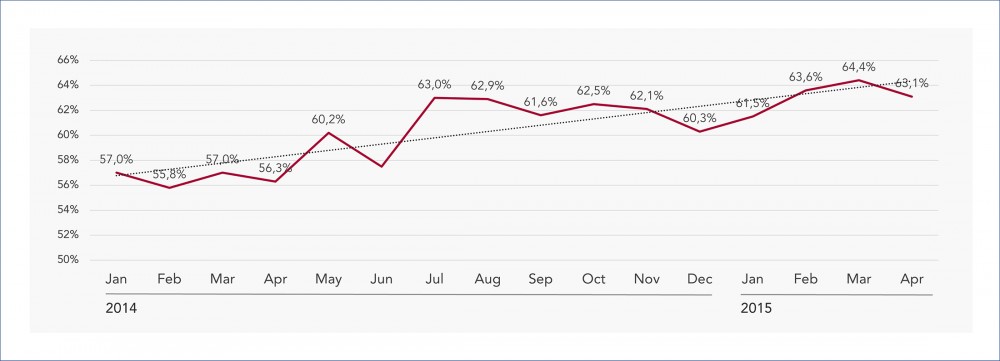
Evolution of the global efficiency of the 3 factories
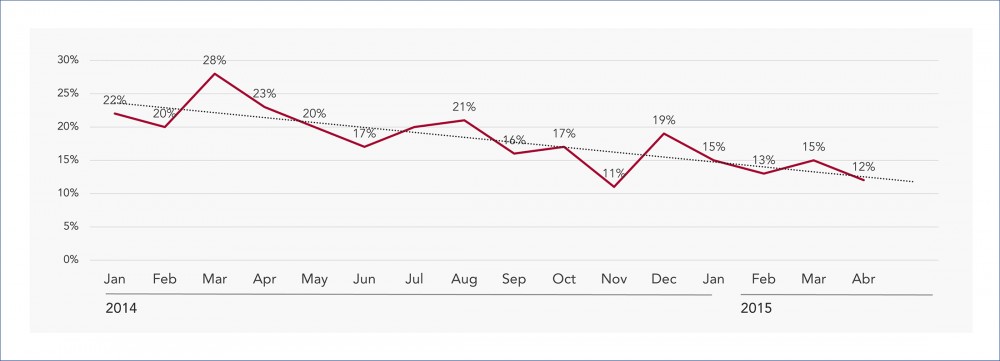
Waste rate evolution
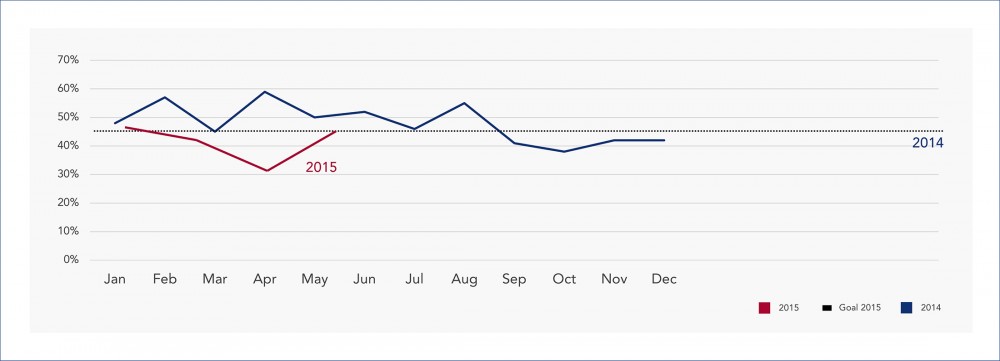
Stock coverage evolution
These results represented a saving of €49,000 in the first year, after deployment across all teams.
Conclusion
The main conclusion is that the culture and engagement of the leadership is the most important factor for the success of this type of initiative. On the other hand, it is proven that the solutions developed are more successful when designed by members of the entire hierarchy and strongly driven by the leaders.
The auditing process also proved to be one of the main tools for encouragement, motivation and control. In effect, the disclosure of results and a correct approach to corrective actions allows competition to be enhanced and ensures an alignment of all solutions found.
#processmanufacturing #dailyKAIZEN™
See more on Process Manufacturing
Find out more about transformation in this sector
See more on Culture & Organisation
Find out more about improving this business area