
Benchmarks & Client Cases
Energy Efficiencyin Food Industry



The Challenge
Problem
• Average water consumption of 0,12 m³ per tonne produced
• Average electricity consumption of 40,7 kWh per tonne produced
• Average gas consumption of 335,6 kWh per tonne produced
Root Causes
• Limited visibility of detailed information related to the consumption of steam, electricity and raw materials
• Lack of detailed information to enable the launch of effective countermeasures to correct deviations in equipment consumption
The solution
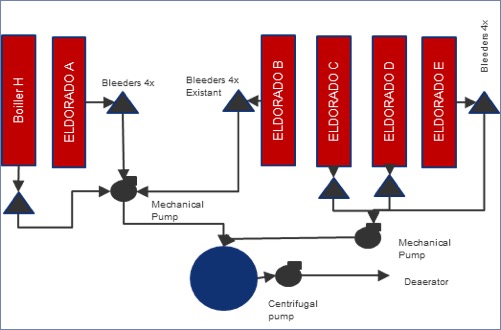
Condenser Recovery
Daily countermeasure routine
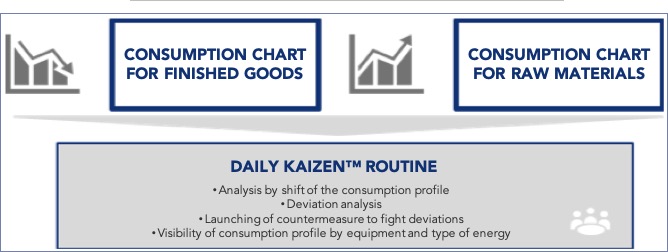
• Continuous in-line measurement of electricity, steam and raw material consumption. These measurements will serve as the basis for the costing model and parameterisation of products in the system
• Visibility of detailed consumption data in a visual format. This data is analysed as part of a daily routine which includes the definition of countermeasures
• Condenser recovery through maintenance and replacement of equipment and components
The Results
The project generated annual savings of £267,000 per year.
Electricity Consumption
Electricity consumption reduced by 6%.
Natural Gas Consumption
Natural gas consumption reduced by 8%.
#process manufacturing #sustainability
See more on Process Manufacturing
Find out more about transformation in this sector
See more on Sustainability
Find out more about improving this business area