
Benchmarks & Case Studies
Quality at Source



The company that developed this project manufactures refrigeration equipment in two industrial complexes. The project ‘Source Quality’ involves an effort to improve the quality of operations in order to minimize the cost of non-quality. As a way of reducing the production of defects and their impact on the value chain, an auto-quality matrix, problem-solving routines and follow-up meetings were created. As a result, rework time and the cost of non-compliant parts were reduced in both facilities.
The company
The company in which this project was developed is dedicated to the manufacturing of refrigeration equipment for hotels, restaurants and catering industries. It is a top international player in the field of professional refrigeration, with an annual production of 25,000 units and around 200 collaborators.
The two factories ensure the production of stainless steel cabinets, countertops and refrigerated kits, as well as cold chambers, mini-chambers, and beverage and waste coolers.
The challenge
The company’s production system began on the path to continuous improvement in 2012, with the implementation of KAIZEN™ methodologies through its management system ‘SISPROM’.
In September 2014 it was decided to focus on one of the pillars of continuous improvement – Quality. The initial situation was as follows:
- High reworking rates and high repair costs;
- Insufficient auto-control methodologies along the value chain;
- Middle management and operators with the paradigm that “quality is controlled at the end” and not “quality is assured throughout the process”;
- Quality improvement was not included in the scope of the KAIZEN™ activities.
This is how the Source Quality project was born with the purpose of detecting opportunities for improvement at the origin of the defects, allowing their resolution as soon as possible in the value chain and the creation of means of not making and not passing on defects.
The goals defined for the project were:
- To reduce the rework time per equipment by 50%;
- To reduce the cost of internally produced non-compliant parts by 30%;
- To implement a culture of continuous improvement and operational excellence in terms of quality.
The approach
The Source Quality project was implemented in 3 stages:
1. Create a system to control and detect the origin of non-conformities using the Auto-Quality Matrix. To this end, a set of seven steps were followed: 1) select the value stream stations, 2) recode quality problems, 3) develop record sheets, 4) establish frequency for the matrix to be updated, 5) define responsibilities for data collection and matrix filling, 6) identify existing means of auto-quality, and 7) set up the Matrix at the defined location.
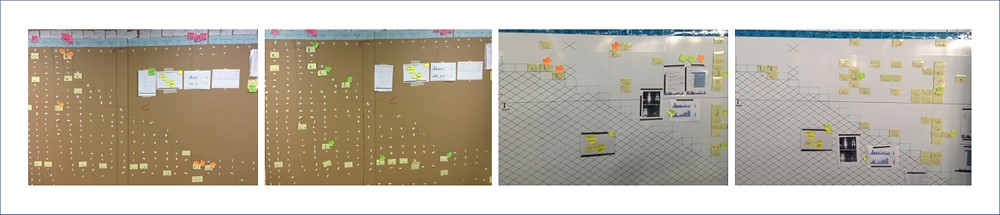
Evolution of the Auto-Quality Matrix: from the model to the release version
2. Develop the skills of the supervisors and team leaders in problem-solving tools. A training plan was set up for supervisors and team leaders in two problem-solving tools: the 3C for a fast and effective solution of simple problems carried out by the natural teams of Production, Quality, Process and Product; and the REP for the structured solving of more complex and repetitive problems using a multidisciplinary team. During the 6 months of the project, 75 3C and 5 REP were concluded: a) skimming generated in the punch press, b) lack of drawers, c) internal openings between panels, and d) excessive polyurethane on the sides.
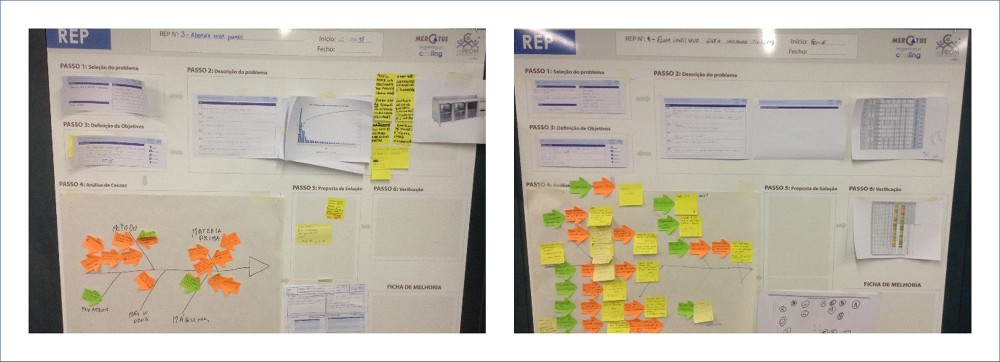
Structured problem-solving (REPs) boards in progress
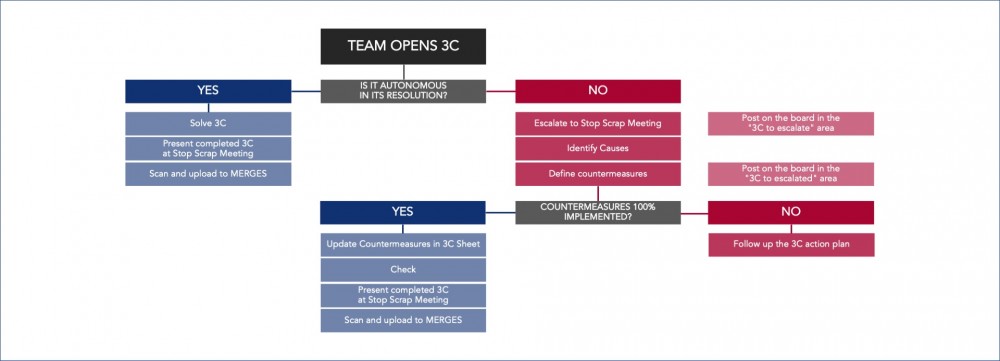
Standard with decision tree for 3C management
3. Implement a Stop Scrap system to enable quality improvement activities to be sustained. A dynamic weekly meeting was created between the main players of the value stream called ‘Stop Scrap’ with the goal of analyzing the top non-conformities of the week in terms of cost of parts and the rework rate; and defining countermeasures that may be means of auto-quality or candidates for REP. A situation report of the 3Cs under development is presented as well.

Stop Scrap meeting
Results
At the start of this project, the total rework time was approximately 4 minutes per component, which gradually decreased throughout the project, stabilizing at 1.5 minutes.
Regarding the cost of non-compliant parts, this value showed a reduction of 30%; however, it is estimated that the real improvement was much higher because the registration of parts began to be made with more accuracy afterwards due to the awareness of collaborators concerning quality.
#assembly manufacturing #quality
See more on Assembly Manufacturing
Find out more about transformation in this sector
See more on Quality
Find out more about improving this business area